Introduction to diesel exhaust aftertreatment

Do you know how the exhaust aftertreatment system in the diesel internal combustion engine came to be? Before we can reveal the answer, we first must understand what occurs inside the combustion chamber: The air charge enters the cylinder during the induction stroke. The air is typically pushed into the cylinder (during the intake stroke) under forced induction, referred to as turbocharging. Forcing the air charge (under pressure) into the cylinder allows for greater cylinder pressure. The fuel is injected at a specific time right into the cylinders, typically by a common rail fuel injector. In many cases, both the fuel injection system and the turbocharger system are managed by an ECU.

The cylinder charge air is comprised of about 21 percent oxygen and about 78 percent nitrogen (as well as some trace gases insignificant to the combustion process). It’s this combination of the fuel and the heat created from the compressed cylinder air charge that initiates the combustion process. Because the air charge contains oxygen, a chemical reaction occurs within the combustion chamber during this combustion process. Said another way, the oxygen, heat, and fuel start a chemical reaction — the result is fire (Figure 1).
Since the combustion process (chemical reaction) doesn’t chemically convert all the components of that air/fuel charge, there will always be “leftovers.” The leftover component of the air charge is mainly nitrogen. Nitrogen is the propelling fluid. The fluid does the work to force the piston down. It doesn’t typically react to combustion. Below certain temperatures, the nitrogen gas remains unchanged. However, anytime the temperature of the air/fuel charge exceeds 2500 degrees F, that nitrogen is capable of oxidizing (chemically converting). When the nitrogen is oxidized it creates oxides of nitrogen (NOx), very harmful and poisonous gasses. The exhaust after-treatment components are designed to reduce NOx and particulate (what we see as “soot”).
The early generation of exhaust aftertreatment
Ok, now we can learn about the history of the exhaust aftertreatment system. Since NOx is abundant in temperatures exceeding 2500 degrees F, it makes sense that managing it means reducing the temperature inside the combustion chamber. This is accomplished using exhaust gas recirculation (EGR) to reintroduce spent/inert exhaust gasses to the combustion chamber. The cylinders’ internal volume is occupied by this inert gas. In essence, this makes the effective size of the combustion chamber smaller. In this smaller combustion chamber, the temperature of the smaller combustion event will be less intense.
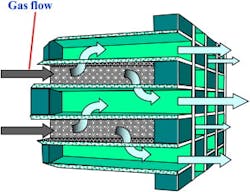
In the early designs of exhaust aftertreatment systems (around 2007-2009), there existed a single component known as the diesel particulate filter (Figure 2). Managing NOx means reducing cylinder temperatures. This is very effective; however, there were some negative effects to this cooler in-cylinder temperature. This is where a campfire analogy can help illustrate the point.

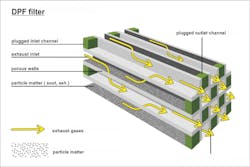
Anytime a campfire insufficiently burns, think about the campfire ring the next morning. There is a bunch of unburned wood (coals and ash) (Figure 3). Anytime the fire is not burning hot enough, the result is particulates. So, by effectively treating the NOx, we inadvertently created another challenge that must be managed, and that is soot (particulates). Therefore, the aftertreatment systems had to evolve to manage both NOx and particulates. NOx is managed in the cylinder and particulates are managed in the after-treatment portions of the exhaust system. This is accomplished using what is known as a diesel oxidation catalyst (DOC) (Figure 4) and a diesel particulate filter (DPF).
The evolution of exhaust aftertreatment
The job of the DOC is to oxidize the post-combustion gasses, leaving the cylinders (rich in hydrocarbon and carbon monoxide, due to the cooler in-cylinder temperatures) and the job of the DPF is to incinerate the particulate matter that results from the pre-combustion NOx reduction process. To do so requires managing the temperature inside these exhaust aftertreatment components — like what we did for the cylinders — but instead we desire more heat, not less. Maintaining these high temperatures allows the system to regenerate.
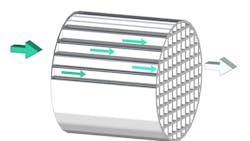
We can describe the design of the DPF as one using a wall-flow component (Figure 5). This allows the exhaust gas and particulate matter to enter it, but the gasses must travel through the wall. Therefore, the wall of the DOC filters out and stores the particulate matter. It’s this trapping of the particulate matter that allows the vehicle to meet tailpipe emissions standards. To recap, EGR is used to reduce NOx. As a net result, particulate matter is created. Trapping of the particulate matter is performed in the after-treatment’s DPF.
Over time, those trapped particulates begin to overload the DPF, and these particulates must be managed to allow the DPFs continual functionality. Necessary management of these particulates is determined by inputs, reflecting its soot load level. These inputs include temperature and differential pressure (pressure measured at the inlet of the DPF and compared to the outlet pressure).
When the DPF is heavily loaded with particulate, a regen cycle must be induced. The purpose of the regen cycle is to create sufficient heat within the DPF to incinerate the particulates, cleaning the DPF out. To create heat, diesel fuel is introduced. Whether it be through a stand-alone hydrocarbon doser within the exhaust stream (very similar to a fuel injector) or within the normal injection cycle at the combustion chamber (for example, injecting additional fuel on the exhaust stroke to get diesel into the pipe). Either way, that diesel fuel introduced to the DOC creates heat and the heat is used to burn the particulates out of the diesel particulate filter, effectively reducing it to ash and regenerating the filter.
Aftertreatment technologies continue to advance
Using the descriptions above is plain to see that the management of these undesirables is under control. The problem is using diesel fuel to manage these undesirables is not very fuel-efficient. The ever-tightening noose of emissions standards will not allow for this inefficiency. Changes in tailpipe emissions management were forced to improve.

So, let’s jump to 2010 technology. In 2010, we witnessed the introduction of selective catalyst reduction (SCR). This technology was used in tandem with an ammonia-based urea chemical known as diesel exhaust fluid (DEF), to reduce NOX. This served the same purpose (of reducing NOx) as the older technology (of injecting fuel into a decomposition chamber that lived within the DPF) but to replace the older technology because of greater fuel efficiency (Figure 6).

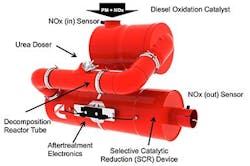
To manage the SCR, more components were added, and inputs were now available and needed to be monitored. NOx sensors (both at the inlet and outlet of the SCR) were added. These sensors will allow the ECU to determine how much DEF dosage is required to effectively treat the NOx (Figure 7).
A storage tank (like a fuel tank) was added to store the DEF. To get the DEF to where it needed to be a dosing mechanism was added (like a fuel pump), as well as the doser itself (like a fuel injector). A decomposition tube was added. This tube is where the chemical reaction (heat) takes place. To prevent the DEF from freezing in colder temperatures, heater and heater lines were added, as well. An ECU contained the strategy and had the authority to manage the entire system.
The EGR strategy changed as well. Before 2010, EGR was the primary system for NOx management. There were no other mechanisms for NOx treatment. After 2010, the federal government would not allow a significant EGR reduction or a reliance on DEF solely.
The fourth time is the charm
However, a significant change happened in 2017. The DEF became the primary system for NOx management, and EGR became a backup. In 2017 many manufacturers went to a different style of after-treatment. Many of them called it a “one-box” (Figure 8).
Essentially a one-box is a single unit. It houses a small DOC and a small DPF. The smaller DOC and DPF were a result of less particulate being created. Remember, if we go back to the campfire analogy and the in-cylinder management of NOx and particulate, reducing NOx meant having to cool the cylinder. But a cooler cylinder created more particulate, and in 2007, that was dealt with in the DPF. When using both a NOx reduction and after-treatment (DEF), EGR dilution can be reduced and does a better job managing particulate in the cylinder.
Beginning in 2017, the EPA allowed for more reliance on DEF to manage NOx, in the pipe. By reducing EGR dilution, a reduction of particulate resulted. This led to a smaller need for a robust diesel particulate filter and DOC. This one-box system became very popular. By using more DEF, less diesel particulate would occur, therefore a smaller diesel particulate filter was necessary. This domino effect led to a more reliable, smaller unit with smaller temperature spans. DEF is dosed into a decomposition plate inside of the one-box, and this system is essentially what is in use today, post-2021 emissions changes.
Since then, soot sensors, an NH3 sensor (to watch the ammonia slip), and several other sensors have been added to make sure that the one-box is performing properly. Essentially, post-2021, these one-box units got very small, are very well-managed, and are very effective.
This article originally appeared in VehicleServicePros.com.
About the Author

Brent Delfel
Brent Delfel, founder, and owner of Advanced Diagnostic Consulting offers diagnostic support, consulting, technician training, and development. Brent’s focus is advanced system diagnostics and repair in the heavy-duty truck and equipment market. Brent started his career in 1988 and worked as a technician for nearly 20 years. He has been a heavy-duty vehicle instructor since 2006. He holds factory certifications in many areas of heavy-duty trucks. What Brent enjoys most is working with young technicians and helping them develop their advanced skillset.